SAP Module et processus PP (Planification de la production)
⚡ Résumé intelligent
SAP La planification de la production (PP) aligne la demande sur la capacité de fabrication. tracIl gère les coûts prévisionnels et réels et orchestre les flux de marchandises, des matières premières aux produits finis. Il s'intègre aux modules SD, MM, QM, FICO et PM via une organisation et une base de données de référence partagées.

Qu’est-ce que la planification de la production ?
Planification de la production Il s'agit du processus d'alignement de la demande sur les capacités de production afin de créer des calendriers de production et d'approvisionnement pour les produits finis et les composants qui les constituent.
SAP PP est le SAP module qui prend en charge ce processus. tracks décrit le flux de fabrication de bout en bout, y compris les coûts prévus et réels et les mouvements de marchandises qui transforment les matières premières en produits semi-finis et finis. SAP PP est entièrement intégré à l'autre noyau SAP modules : SD, MM, QM, FICO et PM.
Structure organisationnelle dans SAP PP
Toute vie SAP La mise en œuvre de la planification de la production (PP) nécessite au préalable la configuration de l'emplacement des usines de fabrication et des zones de stockage à l'intérieur de chaque usine.
Pourquoi les sites de production et les lieux de stockage sont importants en PP :
- Toutes les données de base de production sont créées à niveau de l'usine.
- Les activités de planification sont également réalisées à niveau de l'usine.
- La confirmation de la production et les mouvements de marchandises associés ont lieu à usine et emplacement de stockage niveau.
Données de base dans SAP PP
Les données de base sont généralement statiques pour une entreprise et ne changent que lorsque les besoins opérationnels l'exigent. Cinq objets de données de base doivent être gérés dans le module de planification de la production.

1) Fiche article
La fiche article contient des informations sur tous les articles qu'une entreprise achète, produit, stocke et vend. Chaque fiche article est identifiée par un numéro unique. Les articles présentant les mêmes attributs de base sont regroupés par type : produits finis, semi-finis ou matières premières, par exemple.
Il est utilisé pour:
- Acquisition des matériaux.
- Écritures relatives aux mouvements de marchandises telles que la sortie de marchandises, la réception de marchandises et l'inventaire physique.
- Vérification de la facture.
- Ventes et distribution pour le processus d'exécution des commandes.
- Planification et contrôle de la production — planification des besoins en matériaux, ordonnancement et confirmation de la production.
2) Bill de matière (BOM)
A Bill des matières Une nomenclature est une liste structurée des composants et des quantités nécessaires à la fabrication d'un produit fini ou d'un assemblage. Elle est utilisée pour la planification des besoins en composants et le calcul des coûts de production.
Vous pouvez créer jusqu'à 99 nomenclatures alternatives pour un seul produit. Pour les produits comportant des variantes, une Super BOM Elle contient tous les composants possibles, et le composant approprié est sélectionné en fonction de la caractéristique choisie dans la commande. Par exemple, une nomenclature détaillée de vélo peut répertorier toutes les couleurs et tailles de cadre, et l'ordre de production sélectionne la variante choisie par le client.
3) Centre de travail
A Centre de travail Un centre de travail est une machine ou un groupe de machines où sont réalisées les opérations de production. Les centres de travail sont référencés dans les gammes opératoires et contiennent des données pour :
- Planification.
- Capacités.
- Calcul des coûts.
4) Routage
Routage Il s'agit de la séquence des opérations effectuées au centre de travail. Elle enregistre le temps machine, le temps de main-d'œuvre et la consommation d'autres ressources, et sert à la fois à la planification des opérations et au calcul du coût standard du produit.
5) Version de production
La version de production est la combinaison des données de nomenclature et de gamme pour un processus de fabrication donné. Elle associe une nomenclature spécifique à une gamme spécifique et indique SAP PP quelle combinaison utiliser lors de la production.
Un matériau peut avoir plusieurs versions de production s'il peut être fabriqué selon différentes méthodes — par exemple, une ligne principale et une ligne de secours.
Cycle de planification de la production
Le processus de planification et de contrôle de la production se divise en deux phases : Planification et De bout en bout.
Planification
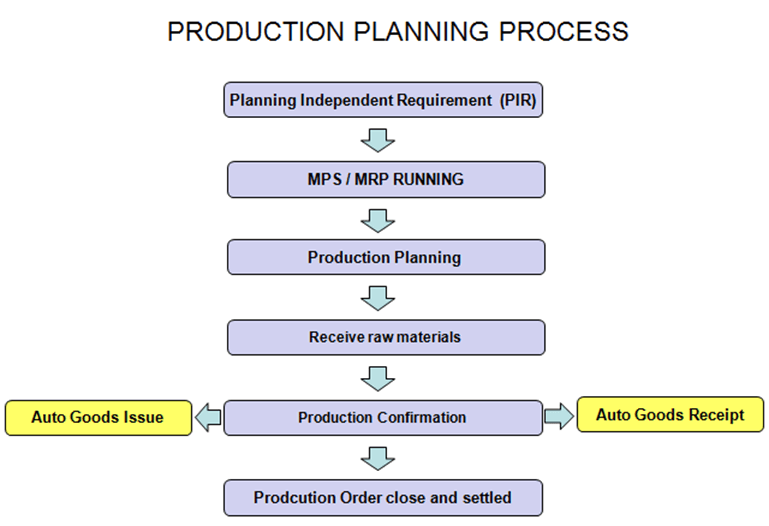
La planification de la production débute généralement à partir du budget des ventes. La demande pour un produit est captée par la gestion de la demande. Exigences indépendantes planifiées (EIP)Les PIR alimentent la planification des besoins en composants (MRP), qui vérifie la disponibilité de chaque matière première à chaque niveau de la nomenclature à l'aide de données de base telles que les Bill Du matériel et des stocks actuels des installations.
Lorsque le système MRP détecte une pénurie, il crée demandes d'achat pour les matériaux acquis à l'extérieur et commandes planifiées pour les matériaux produits en interne. Ceux-ci déclenchent respectivement le cycle d'approvisionnement et le cycle d'exécution.
Étant donné que le MRP fonctionne avec une capacité infinie, un lissage des capacités est nécessaire pour éliminer les goulots d'étranglement avant l'exécution.
De bout en bout
Les commandes planifiées sont converties en ordres de production La production est planifiée à l'aide de données de base telles que les gammes opératoires. Le responsable de production lance l'ordre en atelier, et un contrôle de disponibilité des matières confirme qu'aucun composant ne manque.
La production est réalisée selon les opérations définies dans la gamme, chaque opération étant associée à un centre de travail spécifique. Une fois la production terminée, les confirmations sont enregistrées et les mouvements de marchandises consignent la consommation de matières et la réception des marchandises. L'ordre est ensuite transmis à l'unité de production suivante : DLV (Livré) Le statut et le matériau fini sont enregistrés dans l'emplacement de stockage prévu.
En fin de mois, avant le règlement, l'ordre de production est généralement fixé à techniquement complet (TECO) L'équipe de contrôle de gestion peut ainsi calculer les écarts de production.
Gestion de la demande
La gestion de la demande permet d'estimer les quantités requises et les dates de livraison des produits finis et des assemblages importants. Elle s'appuie sur les besoins indépendants planifiés (PIR) et les exigences des clients.
Une stratégie de planification doit être définie pour chaque produit ; elle décrit l’approche de fabrication en matière de planification et d’exécution. Les deux stratégies les plus courantes sont :
- Production pour le stock : La production est indépendante des commandes. Un stock est constitué et conservé pour répondre à la demande ultérieure.
- Fabrication sur commande : La production s'effectue en fonction d'une commande client ou d'un article spécifique.
Planification des besoins en matières (MRP)
Le système MRP identifie les pénuries et crée les éléments d'approvisionnement correspondants. Plus précisément, le système MRP :
- Effectue le calcul des besoins nets.
- Génère les commandes planifiées pour les matériaux produits en interne et les demandes d'achat de matières premières.
- Effectue la planification des délais et calcule les dates de production des commandes planifiées.
- Décompose la nomenclature et génère des propositions d'approvisionnement à chaque niveau de la nomenclature.
Planification et nivellement des capacités
La planification des capacités analyse la surcharge à chaque Centre de travail Le système MRP ajuste les commandes pour éviter les goulots d'étranglement. Comme il prend en compte une capacité infinie, le planificateur doit répartir la charge de chaque centre de travail à l'aide du tableau de planification des capacités. On obtient ainsi un plan de production réaliste, basé sur les contraintes, que l'atelier peut effectivement exécuter.
Ordres de fabrication
Le résultat du MRP est une liste de commandes planifiéesChaque ordre planifié doit être converti en un Ordre de production avant exécution. Contrairement aux ordres planifiés, un ordre de production est un élément de réception ferme et n'est pas modifié par les exécutions MRP ultérieures.
- Un ordre de production précise quel matériau produire, en quelle quantité, quand et où.
- Il contient la nomenclature des composants et les opérations de routage à effectuer dans chaque centre de travail.
- Lors de la mise en production, un contrôle de disponibilité des matériaux signale les composants manquants.
Confirmation de l'ordre de fabrication
Lorsque les marchandises sont produites en atelier, l'ordre de production doit être confirmé. Lors de la confirmation :
- Les matériaux composants peuvent être consommés automatiquement grâce au mécanisme de rétrolavage.
- La réception des marchandises finies peut être enregistrée automatiquement via le OperaClé de contrôle tion dans le routage.
- La sortie et la réception manuelles de marchandises sont également prises en charge si le prélèvement automatique n'est pas approprié.
- Tout mouvement de marchandises ayant échoué en raison d'une pénurie de composants peut être retraité manuellement.
- Les coûts des activités, tels que les heures machine et de main-d'œuvre, sont mis à jour sur l'ordre de production en fonction des données réelles déclarées.
Après la confirmation finale et la réception des marchandises, la commande passe à CNF (Confirmé) et DLV (Livré) Statut. Une confirmation erronée peut être annulée et republiée avec les données correctes.
Clôture de l'ordre de fabrication
Lorsqu'un ordre de production est livré intégralement — ou que l'entreprise décide de ne pas le poursuivre — l'ordre doit être mis en pause. techniquement complet (TECO)Après la TECO, la commande est retirée de la liste des stocks/besoins, ignorée par les exécutions MRP suivantes et toutes les réservations dépendantes sont supprimées du système.
SAP Intégration PP avec d'autres modules
SAP PP échange des données avec plusieurs SAP modules durant le cycle de planification et d'exécution. Le tableau récapitule les intégrations les plus importantes.
| Module | Ce qu'il partage avec PP |
|---|---|
| SD (Ventes et Distribution) | Commandes qui alimentent les stratégies et la demande de production à la commande. |
| MM (Gestion des matériaux) | Demandes d'achat, bons de commande, niveaux de stock et mouvements de marchandises. |
| QM (Gestion de la qualité) | Lots de contrôle déclenchés par les confirmations de production et les réceptions de marchandises. |
| FICO (Finance et Contrôle) | Centres de coûts, types d'activité et écritures de règlement des commandes. |
| PM (Maintenance de l'usine) | Disponibilité des centres de travail et calendriers de maintenance des machines. |
| WM/EWM (Gestion d'entrepôt) | Déplacements et préparation des lieux de stockage pendant la production. |